7.3.1. Внедрение принципов бережливого производства на российском металлургическом предприятии[12]
Проект внедрения принципов бережливого производства является частью общего проекта развития системы менеджмента предприятия. Пилотным объектом проекта является электролизное производство.
Проект «Бизнес-единица “Система управления производством”» на базе электролизных корпусов 5,6 был запущен в ноябре 2003 г. Цель проекта – создание новой производственной системы, направленной на повышение производительности труда, совершенствование системы ОТ (охрана труда), снижение всех видов потерь, изменение отношения персонала к работе (новая организационная культура), вовлечение его в процесс непрерывных улучшений.
Ключевые направления работы:
• обучение персонала;
• создание новой организационной структуры и организационной культуры;
• создание новой системы ОТ;
• внедрение системы «5С» и визуализация работ;
• стандартизация работ;
• анализ создания потока ценности и непрерывные улучшения;
• выстраивание всех взаимоотношений по принципу «клиент – поставщик»;
• внедрение системы «точно в срок»;
• внедрение статистических методов;
• создание системы непрерывного улучшения деятельности.
Обучение персонала
Обучение персонала на предприятии проводилось постоянно и по каждому направлению как в форме группового обучения менеджерами рабочей группы, тренерами, консультантами, так и в форме индивидуального обучения – тренингов с каждым участником проекта. Основой успеха обучения было стремление коллектива изменить условия рабочих мест и взаимоотношения между людьми, так как каждый считал себя участником производственного процесса.
Первоначально весь коллектив был обучен принципам качественного управления, бережливого производства, принципам системы «5С» и визуализации. Затем коллектив обучался принципам системы «точно в срок». При внедрении новой организации труда на основе малых команд было проведено обучение командиров, которые, в свою очередь, обучили свой персонал. На этапе стандартизации работ проводилось обучение картам пошагового выполнения. Обучение проводили менеджеры рабочей группы и мастера смен с использованием обучающих фильмов и плакатов. В конце 2006 г. проводилось обучение статистическим методам управления процессами. Это упростило внедрение контрольных карт.
Создание новой организационной структуры и организационной культуры
Организационная структура в ходе проекта претерпела несколько изменений. В 2004 г. проводился эксперимент по изменению организации труда (разделение выполняемых электролизниками операций на периодические и циклические). Это позволило уйти от закрепления рабочих за электролизерами. Цель эксперимента – специализация персонала и повышение качества выполняемых операций, стабильность работы оборудования. Сначала эксперимент шел успешно, спустя полгода появились проблемы:
• неправильная система оплаты труда;
• недостаток персонала;
• низкая квалификация персонала.
В итоге не достигли желаемого результата и пришлось вернуться к старой системе организации труда (рис. 7.5). В 2006 г. опыт этого эксперимента был применен при внедрении проекта «Повышение эффективности компании».
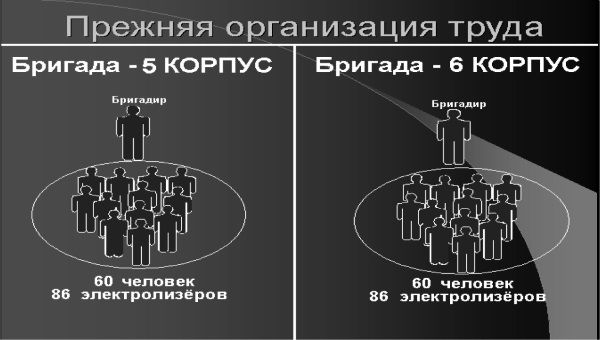
Рис. 7.5. Схема прежней организации труда
Проблемы прежней организации труда:
• сложность обучения практическим навыкам низкоквалифицированных рабочих в связи с нехваткой времени у командира;
• отсутствие индивидуального подхода командира к электролизнику;
• необъективность оценки труда рабочего (КСТ);
• отсутствие оперативности в обнаружении и устранении технологических нарушений;
• низкий уровень контроля технологических параметров электролизеров и культуры производства (86 электролизеров).
С декабря 2004 г. для решения указанных проблем изменили организационную структуру бизнес-единицы (БЕ) с созданием малых команд (рис. 7.6).

Рис. 7.6. Система малых команд
Преимущества новой организации труда:
• эффективность в управлении персоналом;
• оперативность в управлении технологией и устранении технологических нарушений;
• объективность в оценке труда;
• эффективность обучения;
• мотивация работников команды;
• повышение культуры производства.
В процессе совершенствования новой организационной системы разработаны и внедрены следующие улучшения (табл. 7.1):
• совет профилактики по охране труда (результат улучшения – снижение нарушений по охране труда с 45 случаев в 2005 г. до 12 случаев в 2006 г.; отсутствие несчастных случаев);
• положение о производственном соревновании (результат – повышение заинтересованности персонала, улучшение производственной деятельности команд);
• положение о мотивации (цель – создание набора льгот, поощрений и преимуществ);
• положение о КСТ (цель – достижение высоких технико-экономических показателей);
• положение о проведен ии командных собраний (цель – контроль работы команд, установка целей, обратная связь с персоналом);
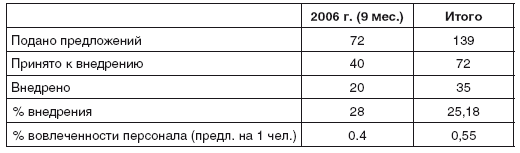
• положение по инновациям (результат – вовлеченность персонала в процесс непрерывных улучшений).
Таблица 7.1
Вовлеченность персонала в процесс непрерывных улучшений
В целом новая организационная система зарекомендовала себя с лучшей стороны, и наработанный опыт был распространен на все электролизное производства в 2005 г.
Следующее изменение коснулось графика работы анодчиков (20 человек). В феврале 2006 г. изменили технологию выливки металла из электролизеров с одного раза в сутки на один раз в двое суток. При этом оптимизировали схему работы кранов. Это позволило организовать работу анодчиков в две смены вместо трех с выполнением прежнего объема работы без нарушения качества выполнения операций. Положительным моментом данного улучшения явилось облегчение условий труда (отсутствие ночных смен).
Работа БЕ по всем ключевым направлениям проекта послужили улучшению в качества обслуживания электролизеров, создана новая организационная культура, изменилась система взаимоотношений между подразделениями.
Потери в производстве и их предотвращение
В производстве была проведена большая работа по анализу потерь и их предотвращению. Примером может быть процесс выливки электролизеров.
• Первый вид потерь – потери перепроизводства: выливка электролизеров и передача ковшей с металлом происходит без учета потребностей литейного цеха. Другими словами, выливка идет по принципу: «я сделал, а надо это следующему участку или нет – меня не интересует». Это приводит к скоплению ковшей на участке шихтовки.
Последствия:
• происходит остывание металла в ковше и требуются дополнительные затраты на его разогрев;
• требуется большее количество ковшей для организации процесса выливки.
Решение. Согласовывать график выливки и литья продукции. Подавать ковш в литейный цех в тот момент, когда будет производиться заливка в миксер. Таким образом можно избежать перепроизводства.
• Второй вид потерь – потери из-за брака и необходимости переделки: при выливке металла из электролизера допущено отклонение от правила выполнения операции и в ковш с металлом попал электролит.
Последствия для литейного производства следующие:
Чтобы вылить металл из ковша сначала нужно пробить корку электролита – дополнительные затраты времени. Пробу на химический анализ с ковша взять невозможно, пока не будет пробита корка – затраты времени, срыв регламента выливки. Электролит оседает на стенках ковша, что приводит к уменьшению полезного объема ковша – уменьшение срока службы футеровки. Для удаления электролита со стенок футеровки ковша его нужно отправлять в чистку – дополнительные затраты времени и труда. Срок службы футеровки из-за чисток уменьшается – трудозатраты возрастают, увеличиваются финансовые затраты на восстановление футеровки. Электролит, попадая в миксер оседает на футеровке миксера – полезная емкость миксера уменьшается, увеличивается количество чисток. Мелкие куски электролита снижают чистоту металла – необходимо ставить ловушки, дополнительные фильтры и т. и. – увеличение денежных затрат и трудозатрат.
Решение. Выполнять операцию выливки в строгом соответствие с установленными стандартами выполнения операций, полностью исключив попадание электролита в ковш.
• Третий вид потерь – потери из-за лишних операций и перемещений. Внедрение пятитонного вакуум-ковша для выливки металла из электролизера (взамен трехтонного вакуум-ковша). Это позволило:
– сократить количество перемещений крана и выливщика на 50 %;
– снизить потери металла.
• Четвертый вид потерь: потери из-за транспортировки. Для корректировки состава электролита необходимо периодически дозировать его фтористыми солями. Предварительно машина с фторсолями разгружается в корпусе (в простенке электролизера), затем электролизник загружает сырье с помощью лопаты в тачку и транспортирует ее к электролизеру, где выгружает ее на электролизер. При таком способе загрузки наблюдались существенные потери дорого сырья (цена за 1 тонну AlF3-26008py6.).
Внедрение машины «HENCON» для загрузки фтористых солей в бункера АПГ (автоматическая подача глинозема) позволило снизить потери при транспортировке. Расход A1F3 снизился на 2–3 кг на тонну алюминия.
• Пятый вид потерь – потери из-за излишних запасов. Ликвидация этого вида потерь потребовала изменения системы материально-технического обеспечения, ее перехода на поставку «Точно в срок». Инструментом является канбан – карта, которая запускает процесс пополнения запасов материалов, когда это необходимо для продолжения производственного процесса. Пример карты, используемой в электролизном производстве для заявки на поставку технологического инструмента, приведен на рис. 7.7.
Также по системе «точно в срок» завозится гасильный шест в корпуса электролиза. До этого гасильный шест завозился по «выталкивающей» системе. Шест завозился 3 раза в неделю в количестве двухтрехсуточной потребности на специальных телегах. В результате существовали потери в связи с излишним запасом, а также наблюдался нерациональный расход шеста и большие трудозатраты на его перемещение в корпусе.

Рис. 7.7. Система заявок и учета технологического инструмента с использованием карточек канбан
В настоящее время некоторые виды сырья, материалы (например, гасильный шест) завозятся по электронной заявке канбан (рис. 7.8) ежесуточно с выгрузкой на каждый электролизер.

Рис. 7.8. Электронная карточка канбан
Общая концепция поставок сырья и материалов системы «точно в срок» отображена на рис. 7.9.
• Шестой вид потерь – потери из-за простоев и ожиданий. Долгое время при работе с подрядными организациями по обслуживанию и ремонтам различного оборудования возникали трудности следующего характера:
– проблема передачи заявки на исполнение;
– низкая оперативность выполнения заявки;
– отсутствие системы отслеживания, контроля и управления заявками;
– отсутствие системы мотивации на выполнение (невыполнение) заявок.
Существующая схема организации устранения неисправности в работе оборудования представлена на рис. 7.10. Она имела лишнее передаточное звено в лице оператора Al-З и описанные выше недостатки.

Рис. 7.9. Общая концепция поставок сырья и материалов системы «точно в срок:

Рис. 7.10. Существующая схема организации устранения неисправности
В результате была создана новая система подачи заявок на устранение неисправностей с помощью которой заявка оперативно (через электронную программу) поступает к исполнителю (рис. 7.11). Новая система организации устранения неисправностей в работе оборудования представлена на рис. 7.12.
Преимущества новой системы организации устранения неисправностей в работе оборудования:
• исключение звена «оператор А1-3»;
• оперативность реагирования на проблему;
• сокращение времени прохождения заявки по стадиям (возникновение неисправности – устранение);
• возможность контроля на реагирование (сортировка по отклоненным, выполненным, подтвержденным заявкам);
• возможность оперативного определения причин поломки, времени реагирования;

Рис. 7.11. Вид компьютерной программы «Заявки»
• накапливаемая статистика поломок, возможность анализа;
• контроль статьи расхода на ремонт в БЕ;

Рис. 7.12. Новая система организации устранения неисправностей
• удобство в работе для мастеров и подрядчиков.
• Седьмой вид потерь – потери из-за излишней обработки. Для герметизации электролизера глиноземом необходимо периодически (по мере наблюдения разгерметизации и недопущения) осуществлять подсыпку глинозема и его подгартывание. Операцию подсыпки выполняет машинист машины по раздаче глинозема минимум 2 раза в смену и дополнительно по необходимости. Операцию подгартывания выполняет электролизник с помощью лопаты как минимум 2 раза в смену и дополнительно – по необходимости. Излишнюю обработку приходится выполнять для снижения выбросов в атмосферу и потерь фторсолей.
• Решение. С начала ноября в корпусе № 5 проводится эксперимент – использование криолит-глиноземной шихты (КГШ) для укрытия электролизера (борт-анод). Загрузка КГШ производится с помощью машины по раздаче глинозема. Использование КГШ позволяет снизить количество разгерметизированных электролизеров, так как обвалы электролитной корки на электролизерах, укрытых КГШ, происходят в 2 раза реже. Это позволяет в 2 раза снизить количество операций по герметизации электролизера. Восьмой вид потерь – потери из-за утраты сотрудниками творческого подхода. На бизнес-единице борьба с этим видом потерь находится в начальной стадии. Уже сделаны первые шаги – на заводе создан документ «Положение по новациям», который призван мотивировать людей на поиск новых решений в работе. Ключевую роль в решении этой проблемы призвано сыграть командообразование. Команда – это группа людей, обладающих взаимодополняющими навыками и чертами характера, имеющих общую цель и нуждающихся друг в друге для ее достижения.
Первым этапом формирования команд на бизнес-единице явилась организация труда по принципу команд численностью 13–15 человек, правильно подобранных, с учетом различных навыков обучения и личных качеств с соответствующими целями по улучшению, которых необходимо достигнуть и которые должны быть реализованы.
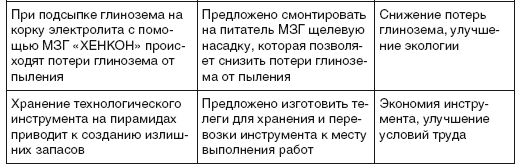
На втором этапе происходило осознание членами команд целей и пути, который им предстоит пройти, налаживание отношений, способствующих эффективному общению. В результате было подано довольно много предложений по улучшению деятельности и сокращению потерь, примеры которых приведены в табл. 7.2.
Таблица 7.2
Примеры участия персонала в процессе улучшения

Определенный сдвиг в повышении творческой активности персонала начался и с внедрением системы «5С». Хотя эта система не связана напрямую с творческим подходом сотрудников, она повышает мотивацию работников и этим помогает развитию творческого подхода.
Стандартизация работы
Одним из приоритетных направлений работы бизнес-единиц компании является стандартизированная работа – это описание единого способа выполнения всех операций. Результатом являются карты пошагового выполнения операции (КПВО), содержащие описание, как выполнить операцию, используя какие приемы можно сделать это самым удобным, эффективным, безопасным, качественным способом и с наименьшими затратами.
Разработка новых, пересмотр и изменение действующих КПВО осуществляется как по инициативе рабочих (операторов), так и по инициативе руководителей и специалистов подразделений предприятия компании. Пересмотр и изменение КПВО осуществляется в плановом и оперативном порядке.
1. В плановом порядке пересмотр происходит не реже одного раза в год (дата определяется по истечении одного года с момента ввода в действие КПВО).
2. КПВО должно быть обязательно пересмотрено в оперативном порядке в следующих случаях:
• изменения технологического процесса;
• изменения технологических параметров;
• изменения организации рабочего места;
• изменения оборудования или инструмента для работы;
• изменения времени и порядка выполнения операции;
• переименования профессий, указанных в КПВО;
• внедрения предложений персонала на основании непрерывных улучшений;
• прочих изменений, влияющих на существующий способ и последовательность выполнения операций.
Общие требования к процессу разработки КПВО:
КПВО составляется рабочими, выполняющими описываемые технологические операции (КПВО разрабатывается совместно с РСС. Рабочие описывают последовательность действий и приемы, используемые при выполнении операций, а задача РСС – согласовать эти действия и приемы во всех сменах, где выполняется данная операция, чтобы получить действительно «оптимальный» документ);
КПВО находится на рабочем месте, и используется как документ стандартного выполнения операции с соблюдением требований, предъявляемых к выполнению операции. Она не заменяет и не отменяет технологических инструкций и стандартов предприятия.
КПВО является инструментом документирования стандартного способа выполнения технологической операции, ее наглядным графическим изображением;
содержит значения технологических параметров, которые необходимо соблюдать при выполнении данной операции; объясняет, какие использовать приемы и инструменты, чтобы выполнить операцию безопасно, качественно, с наименьшими затратами сил, времени и материалов и с минимальным отрицательным влиянием на экологию. Она служит для обеспечения единообразия выполнения всеми рабочими одних и тех же операций; дает представление непосредственному руководителю о правильности организации работы в зоне их ответственности. Помимо этого КПВО используется для обучения вновь принятых рабочих выполнению операций; позволяет проинструктировать и научить, как правильно выполнять то или иное действие, где взять инструмент, какие сделать переходы, куда и как сложить продукцию и т. д.; служит основой для борьбы с «Потерями» через анализ текущей ситуации и внесение изменений по усовершенствованию.
Содержание КПВО (рис. 7.13):
1. Наименование технологии производства.
2. Вид операций.
3. Время цикла.
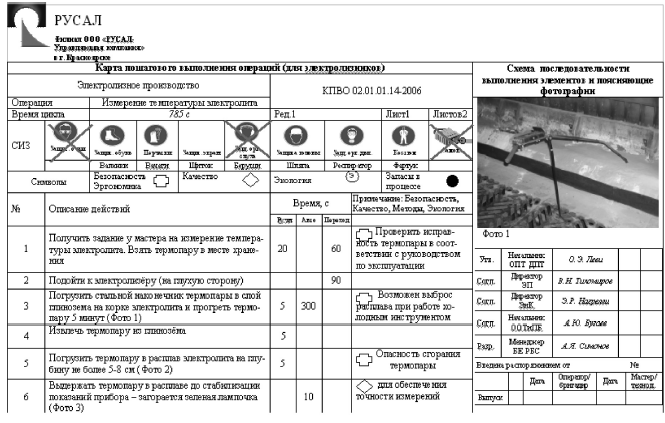
Рис. 7.13. Пример КПВО электролизника «Измерение температуры электролита
4. Обозначение применяемых средств индивидуальной защиты.
5. Описание последовательности выполнения операций.
6. Поясняющие фото, схемы.
7. Перечень используемого инструмента.
8. Схема передвижения персонала при выполнении операции.
Обучение (теоретическое и практическое) рабочих КПВО проводится по составленному графику менеджерами рабочих групп БЕ. Теоретическое обучение предполагает изучение КПВО и просмотр учебного фильма. Практическое обучение проводится на рабочих местах с показом последовательности выполнения операции и применения правильных приемов в работе. По результатам обучения проводится тестирование. КПВО и учебные фильмы служат пособием для обучения вновь принятых рабочих, а также для проведения занятий на курсах повышения квалификации.
Применение КПВО привело:
• к повышению качества выполнения технологических операций,
• снижению трудозатрат,
• повышению производительности труда,
• улучшению организации рабочего места,
• снижению отступлений от требований ОТ,
• улучшению состояния экологии,
• сокращению потерь сырья, электроэнергии,
• экономии технологического инструмента,
• изменению отношения персонала к работе.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОК