Балансировка линий
Хотя большинство фирм возлагает задачу проведения измерений и рационализации производственных линий на технологов, есть ряд моментов, когда существенную помощь могут оказать цеховые рабочие, так как они сталкиваются с процессом ежедневно.
Используя миллиметровку и секундомер, хронометрируйте время, затрачиваемое на каждый процесс и операцию. Зафиксируйте длительность каждого шага и подпроцесса, а также минимальное и максимальное время, требующееся оператору для выполнения каждого шага. Снимите показатели для разных операторов.
Полученные сведения можно использовать в следующих целях: во-первых, для определения количества работников и обязанностей, которые они должны выполнять, чтобы реагировать на изменяющиеся требования заказчиков. И во-вторых, для балансировки производственной линии на различных уровнях производства и получения общей информации.
Другой способ использования этих сведений – построение графика времени такта/времени цикла для установления максимального и минимального времени выполнения операций, тем самым определяя различия между способами выполнения операций разными операторами (см. минимум-максимум на операции № 2 на следующей странице). Команды улучшений могут разрабатывать усовершенствованные СОП и повышать квалификацию операторов для сглаживания таких колебаний.
Среднее время цикла каждой операции в пределах более крупного процесса должно быть меньше, чем периодичность отбора продукции заказчиком или времени такта (см. пример).

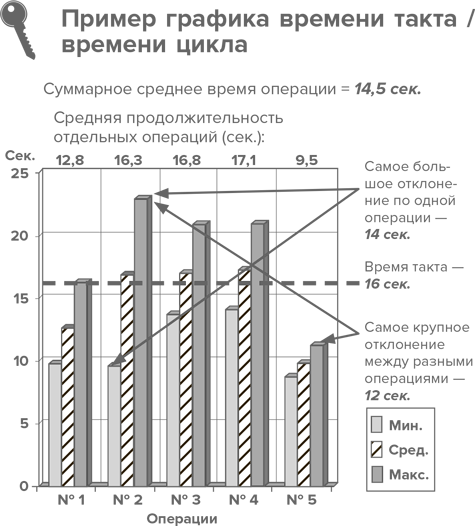
Рассмотрите более длительные операции (операция № 2 в примере) и определите, есть ли в них составляющие (подпроцессы), которые можно перенести на операции, где время цикла меньше (операция № 5 в примере), чтобы сбалансировать линию. Лишь некоторые линии удается сбалансировать на 100 %. Целью должно быть максимально допустимое отклонение в 10–20 %.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОК