Особые причины. Общие причины. Совершенствование системы
Особые причины. Общие причины. Совершенствование системы
Еще одна карта хода процесса (карта серий). Мы видели карту хода процесса в главе 1. Она показывала, что любое существенное улучшение должно быть следствием изменений в системе, за которые ответствен менеджмент. Теперь взглянем на часть другой карты процесса, рис. 31, простой пример расхода топлива транспортным средством на милю пути от заправки до заправки. Точки «скачут» от одной заправки к другой, иногда приближаясь к среднему, иногда находясь выше или ниже среднего. Среднее значение, 25 миль на галлон, было вычислено, когда была теплая погода. Неожиданно пробег стал ниже среднего в девяти последовательных заправках. Девять точек лежат ниже среднего значения. Что послужило причиной этому? Положение двух или трех последовательных точек ниже или выше среднего значения ожидаемо, но девять точек указывают на особую причину вариаций[75].
Можно привести различные доводы, чтобы объяснить, почему снизилась величина пробега. На ум приходит холодная погода (возможно, в горах), низкое качество бензина, езда на короткие расстояния, смена водителя, большая загрузка, плохие свечи зажигания. Последний довод был выбран в качестве единственного объяснения. Новые свечи вернули величину пробега к ее историческому значению.
Указывает ли восстановление средней величины пробега на то, что именно свечи зажигания были источником проблемы? Полной уверенности в этом нет. Просто, когда подобная ситуация произойдет с другим транспортным средством, мы включим свечи зажигания в перечень возможных причин.
Грузо– и пассажироперевозчики в США (2 млн) в большинстве своем аккуратно ведут учет пройденных миль и закупленного числа галлонов топлива. Они могли бы использовать эти данные более успешно. Для обнаружения проблем водитель мог бы ежедневно вести для каждой машины простую карту хода процесса. Возможно, это занятие понравится водителю и откроет массу возможностей для него и владельца.
Контрольная карта указывает на существование причин вариаций, которые лежат вне системы. Саму причину она не раскрывает.
Карта хода процесса – это не мгновенный индикатор. Тренд из шести последовательных точек или серия из семи или восьми точек ниже или выше среднего значения обычно указывают на присутствие особой причины (см. ссылку далее).
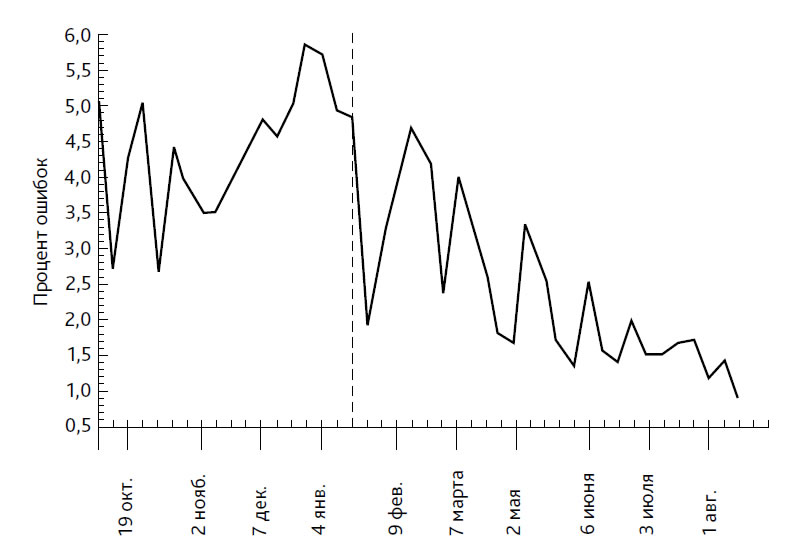
Рис. 31. Фрагмент карты хода процесса для числа миль на галлон между заправками топливного бака. Серия из девяти точек ниже среднего говорит об изменении процесса. Причина в плохих свечах зажигания. (Этот пример предоставлен г-ми Франком Белчамбером и Робертом Джеймсоном из Nashua Corporation.)
Первый урок применения статистической теории. Курсы по статистике часто начинаются с изучения распределений и их сравнения. Студентов ни на занятиях, ни в книгах не предупреждают о том, что для аналитических целей (таких как улучшение процесса) распределения и вычисление среднего, определение метода, стандартного отклонения, значений хи-квадрат, t-статистики и т. д. бесполезны, если только данные не были получены для процесса в состоянии статистической управляемости. Соответственно, первый шаг при исследовании данных – понять, получены ли они в состоянии статистической управляемости. Самый легкий путь при анализе данных – это расположить точки в порядке их появления, чтобы понять, можно ли извлечь какую-либо пользу из распределения, образованного данными[76].
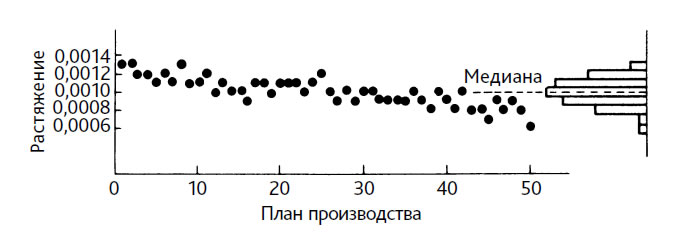
Рис. 32. Карта хода процесса для 50 пружинок, испытанных в порядке их изготовления. Если не учитывать время изготовления, данные образуют симметричное распределение, но если расположиmь их в порядке изготовления пружин, окажется, что распределение бесполезно. Например, распределение не сказало бы нам, в какой допуск могут попасть готовые пружинки. Причина в том, что здесь не существует идентифицируемого процесса
В качестве примера обратимся к распределению, которое, по-видимому, имеет наилучшие характеристики, но при этом не просто бесполезно, а вводит в заблуждение. На рис. 32 показано распределение результатов замеров 50 пружинок одного вида, используемых в фотоаппарате определенного типа. Пружинки измерялись растяжением под действием силы 20g. Распределение выглядит довольно симметричным и не выходит за пределы допуска. Возникает искушение сделать вывод, что процесс находится в удовлетворительном состоянии.
Однако значения растяжений, расположенные в порядке времени их изготовления, демонстрируют тренд в сторону уменьшения. Что-то не так с процессом изготовления или с измерительным прибором.
Любая попытка использовать распределение, показанное на рис. 32, бесполезна. Например, расчет стандартного отклонения для данного распределения не даст значения, которое можно использовать для предсказания. Оно ничего не говорит о процессе, поскольку он нестабилен[77].
Таким образом, мы получили очень важный урок – для анализа данных нужно посмотреть на них. Откладывайте точки в порядке производства изделий или в каком-то ином разумном порядке. Для некоторых проблем полезна простая диаграмма рассеяния.
Что, если кто-либо попытается использовать это распределение для расчета показателей воспроизводимости процесса? Он попадет в ловушку, из которой сложно выбраться. Процесс нестабилен. Ему вообще нельзя приписать никакой воспроизводимости. То же самое мы наблюдали при анализе рис. 2.
Распределение (гистограмма) всего лишь демонстрирует накопленные данные работы процесса, ничего не говоря о его воспроизводимости. Как мы увидим, процесс обладает воспроизводимостью, только если он стабилен. Воспроизводимость процесса достигается и подтверждается путем использования контрольной карты, но не самим распределением. Как мы уже видели, и простая карта хода процесса дает представление о воспроизводимости процесса.
Какая характеристика или характеристики важны? Какие значения важны? Какие надо изучать с помощью контрольной карты, а какие – любым другим методом? Ответ зависит от предметной области (проектирование, химия, психология, знание процесса, знание материалов и т. д.). В любом случае следует использовать статистическую теорию.
Особые и общие причины. Распространенная ошибка при интерпретации наблюдений состоит в предположении, что каждое событие (дефект, ошибка, несчастный случай) можно соотнести с кем-то (обычно с тем, кто находится под рукой) или увязать с некоторым конкретным событием. Дело в том, что большинство проблем сферы услуг и производства связаны с системой. Иногда дефект действительно локален и его можно приписать некомпетентности или лености работника. Мы будем называть дефекты системы общими причинами, а дефекты, связанные с преходящими, быстротечными событиями, особыми причинами.
Термин общие причины для системных дефектов был впервые использован, насколько мне известно, примерно в 1947 г. в разговоре с д-ром Гарри Альпертом (ныне покойным) на тему бунтов в тюрьмах. В литературе термин впервые появился в 1956 г.[78]
В некой тюрьме взбунтовались заключенные. Официальные лица и социологи подготовили детальный отчет относительно этой тюрьмы, с исчерпывающими объяснениями причин произошедшего, игнорируя тот факт, что причины были общие для большинства тюрем и что мятеж мог бы вспыхнуть в любом другом месте.
Дорогостоящая путаница. Путаница общих и особых причин ведет к расстройству планов, к большей вариабельности и увеличению стоимости.
Исходя из собственного опыта, я могу дать следующую оценку для большинства проблем и возможностей улучшений:
94 % проблем принадлежат системе (ответственность менеджмента);
6% проблем – особые.
«Билл, – обратился я с вопросом к менеджеру компании, занимающейся транспортировкой автомобилей, – как много проблем данного типа (нехватка и повреждения) возникает по вине водителей?» Его ответ «Все» был гарантией того, что уровень потерь останется неизменным до тех пор, пока он не поймет, что основные источники проблем кроются в системе, над которой Билл должен работать.
Типичное объяснение человека с улицы причин отзыва автомобилей компанией-производителем – это небрежная работа кого-то из исполнителей. И оно совершенно неверное. Недостатки связаны с менеджментом. Дефект может заключаться в конструкции детали или в недостаточности испытаний, когда менеджмент стремится вывести новый продукт на рынок раньше конкурентов. Менеджмент может проигнорировать ранние предостережения на этапе испытаний, проведенных инженерами компании, а также отчеты о проблемах у потребителей. Никакой контроль и никакой уровень профессионального мастерства не смогут побороть фундаментальные дефекты системы.
Уровень морали производственного рабочего, если бы он ощутил искреннее желание менеджмента поработать над 14 пунктами из главы 2 и признать производственного рабочего ответственным только за то, чем он управляет, а не за проблемы, навязанные ему системой, стал бы несоизмеримо выше. Хороший менеджмент и надежный контроль предполагают умение производить вычисления, позволяющие разделить два типа причин.
Подъемы и спады часто приводят к дорогостоящим ошибкам, вина за которые полностью лежит на менеджменте. Например, высокооплачиваемые руководители, сидящие в Управлении железной дороги, были озабочены результативностью работы агента компании в Миннеаполисе. За последнюю неделю он продал лишь три вагона перевозчику (это означает, что три груженых вагона будут перевезены по железной дороге). Ровно год назад он продал четыре вагона этому же перевозчику. Что случилось? Они уже были готовы послать своему агенту телеграмму и потребовать письменных объяснений, но их остановил мой краткий рассказ о природе вариаций. Железнодорожные агенты по всей стране тратили время, объясняя подобные малые колебания в продажах. Они могли бы совершить больше продаж, если бы посвящали свое время телефонным переговорам с перевозчиками, вместо того чтобы пытаться объяснить управлению не заслуживающие внимания причины малых вариаций. Дело в том, что постоянный объем продаж от недели к неделе указывал бы на то, что продавец занижает цифры в отчете, чтобы сгладить колебания и избежать установления новых, более высоких требований.
Надпись «Ваша безопасность зависит от вас» была вывешена на видном месте. Когда я поднимался по лестнице, то чуть не свалился с нее, поскольку ступеньки были в высшей степени неустойчивы. (Предложено Хиро Хакквебордом из Претории.)
Менеджер автобусной компании в Претории в ноябре 1983 г. награждал каждого водителя бонусом в 600 рэндов (540 долл.), если тот не попадал в аварии вплоть до нового года. Конечно же, менеджмент предполагал, что водители как раз и служат причиной аварий и при желании могут их избежать. Безусловно, каждый, кто находится за рулем, может оказаться причиной аварии, но мы также знаем, что водители избегают аварий по несколько раз в день. Менеджмент забыл, что большинство аварий не контролируются водителями. Что, если водитель имел безупречную репутацию почти до окончания установленного периода, а под конец получил сильный боковой удар от зазевавшегося автолюбителя? Он бы потерял свой бонус из-за чьего-то невнимания. (Предложено Хиро Хакквебордом из Претории.)
«Мы полагаемся на собственный опыт». Таков был ответ менеджера по качеству крупной компании на мой вопрос, как и по каким принципам он различает два типа проблем. Ответ выдал его с головой: данная компания и в будущем будет завалена тем же количеством проблем. С чего ему измениться?
Опыт без теории ничему не учит. Фактически эксперимент нельзя даже зарегистрировать, если только не существует некой теории, пусть грубой, на основании которой можно выдвинуть гипотезы и систематизировать наблюдения[79]. Иногда достаточно просто идеи, верной или неверной, которая выполнит роль теории, позволяющей сделать полезные наблюдения.
Что такое система? Для менеджеров система состоит из:
менеджмента, его стиля;
сотрудников – менеджеров и всех остальных;
населения страны:
их опыта работы;
их образования;
безработных;
правительства:
налогов;
отчетов;
тарифов;
препятствий для торговли и промышленности;
требований заполнять позиции в соответствии с квотами, а не в соответствии с компетентностью;
квот для импорта и экспорта;
иностранных правительств:
квот для импорта и экспорта;
валютных спекуляций;
потребителей;
акционеров;
банков;
ограничений, связанных с охраной окружающей среды.
Менеджмент обладает большой властью и свободой действий, но не в состоянии сдвинуть гору. Для производственного рабочего система – это все, кроме него самого. (Предложено неизвестным участником моего семинара в Кейптауне, ноябрь 1983.)
Два типа ошибок. Теперь мы можем сформулировать два источника потерь, возникающих из-за путаницы между особыми и общими причинами вариаций.
1. Приписать вариацию или ошибку особой причине, когда на самом деле причина принадлежит системе (общие причины).
2. Приписать вариацию или ошибку системе (общие причины), когда на самом деле эта причина – особая.
Зарегулированность – это общий признак ошибки № 1. Бездействие, вместо того чтобы искать особую причину, – это общий признак ошибки № 2.
Контролеры обычно совершают ошибку № 1, когда обращают внимание одного из своих сотрудников на упущение или дефект, не удостоверившись сначала, что данный рабочий действительно отвечает за эту аномалию. Вина ли это рабочего или системы? Подобных примеров на страницах этой книги предостаточно.
Легко исключить ошибку одного из типов: никогда не совершать ошибки № 1 или никогда не делать ошибку № 2. Но, избегая ошибки одного типа, вы будете совершать ошибку другого типа так часто, как только это возможно. Невозможно постоянно избегать ошибок обоих типов.
Действия, требуемые для обнаружения и исключения особой причины, кардинально отличаются от тех, что нужны для совершенствования процесса. особую причину следует искать по свежим следам, как только поступил сигнал о ее появлении. (Роберт Конвей, в период работы менеджером сети АТ&Т, Андовер.)
Потребность в правилах. Шухарт (примерно в 1925 г.) признал тот факт, что даже хорошие менеджеры время от времени совершают ошибки одного и другого рода. Он понял, что необходимы правила, применимые на практике, с помощью которых можно попытаться довести до минимума чистые экономические потери, вызванные ошибками обоих типов. С этой целью он рассчитал трехсигмовые контрольные пределы. Они в широком диапазоне будущих и прошлых неизвестных обстоятельств обеспечивают разумное и экономичное руководство для минимизации экономических потерь от ошибок обоих типов.
Контрольная карта подает статистические сигналы о возникновении особой причины (обычно связанной с каким-то конкретным сотрудником или группой сотрудников либо с конкретным временным обстоятельством) или же она говорит нам, что наблюдаемую вариацию следует приписать общим причинам, случайным вариациям, относящимся к системе.
Как читатель уже смог убедиться, существуют различные типы контрольных карт. В каждом случае для вычисления контрольных границ мы использовали правила, которые можно найти в любой книге по контролю качества.
Замечание относительно любого правила. Д-р Джордж Гэллап (социолог) как-то в своей речи (потерпев фиаско) заметил, что он сделал предсказание до выборов. Другие, схитрив, делали свои предсказания после выборов, задним числом объясняя, как все произошло.
Правила следует создавать заранее с целью их использования в будущем. Любое правило, будучи инструментом практики, должно создаваться при отсутствии полной информации о будущем (к тому же фактически мы почти никогда не располагаем полной информацией о том, что случилось с процессом даже в прошлом). Всегда, накопив достаточно опыта, можно ввести новое правило лучше предыдущего.
Эти замечания применимы и к контрольным границам, предложенным Шухартом. Они позволяют решить вопросы, встречающиеся на практике.
Использовать суждения для разграничения особых и общих причин опасно. До сих пор все суждения были ошибочны: см. примеры 1 и 2 в конце этой главы. Приблизительная оценка цифр – ненадежный критерий, тем не менее я и сам грешил прикидкой «на глазок» при чрезвычайных обстоятельствах.
За обнаружение особой причины вариаций и ее устранение обычно ответствен тот, кто непосредственно задействован на операции, с которой поступили данные для контрольной карты.
Некоторые особые причины может устранить только менеджмент. Например, иногда производственные рабочие нуждаются в помощи инженеров для устранения проблем неправильного функционирования используемого оборудования. Организовать необходимую помощь – ответственность менеджмента. Другой случай ответственности менеджмента за особые причины возникает в работе с поставщиками, в которой царит неразбериха. Из-за нее производственные рабочие иногда вынуждены использовать сырье и детали, свойства которых сильно варьируются или не соответствуют требованиям. Это работа менеджмента – организовать взаимодействие с поставщиками таким образом, чтобы улучшить качество входных материалов и прекратить практику переключения от одного источника к другому. (Этот раздел предложен Гипси Рани, Университет Теннеси.)
Структуры (паттерны). Определенные сочетания точек на контрольных картах (структуры) также могут указывать на особую причину. Фактически мы уже их использовали при рассмотрении карт хода процесса. Сочетание точек на контрольной карте на рис. 23 предупредило нас о проблеме. Одна из структур, за которой надо следить, – тренд из семи или более последовательно увеличивающихся или уменьшающихся значений, или семь или более последовательных точек выше или ниже среднего значения.
При поиске структур важно не переусердствовать. Надо заранее решить, какие правила используются для обнаружения особых причин. Когда карта уже построена, всегда можно применить воображаемую структуру, которая укажет на желаемое.
Справочное руководство компании Western Electric, на которое дается ссылка в конце этой главы, превосходно как в отношении структур, так и в отношении большинства других вопросов. Полезный обзор структур, основанных на опыте Western Electric, был составлен моим другом Ллойдом Нельсоном[80].
Статистическая управляемость. Стабильный процесс, т. е. тот, в котором отсутствуют признаки особых причин вариаций, следуя Шухарту, называют статистически управляемым, или стабильным. Это случайный процесс. Он предсказуем. Конечно, некоторые непредвиденные обстоятельства могут вывести процесс из состояния статистической управляемости. Система, которая находится в статистически управляемом состоянии, имеет определенную индивидуальность и воспроизводимость (см. ниже раздел «Воспроизводимость процесса»).
В состоянии статистической управляемости все особые причины, выявленные ранее, уже устранены. Оставшаяся вариабельность определяется случаем, т. е. общими причинами, если только внезапно не появляется новая особая причина. Это не означает, что в состоянии статистической управляемости нам нечего делать, просто не следует остро реагировать на подъемы и спады, такая реакция лишь приведет к возникновению дополнительных вариаций и увеличит число проблем (см. ниже раздел об излишней наладке). Следующий шаг – это постоянные усилия по совершенствованию процесса (пункт 5 из 14). Совершенствование процесса эффективно, только когда достигнуто и поддерживается состояние статистической управляемости (слова Джозефа Джурана, произнесенные много лет назад).
Устранение общих причин вариаций, отклонений, ошибок, низкого уровня производства и продаж, большинства несчастных случаев – задача менеджмента. Перечень общих причин приведен ниже. Низкий уровень продаж может быть обусловлен дефектами продукции или завышенными ценами. Производственный рабочий не может устранить общие для всех работающих причины. Он отвечает только за особые причины, подвластные ему. Он не может устранить проблемы с освещением; он не покупает сырье и инструменты. Он просто использует данные ему средства производства. Обучение персонала, организация труда, установление политик компании[81] – все это не его сферы ответственности.
Правильное понимание концепции статистической управляемости важно для менеджмента, для инженерно-технических работников, для производственников, для тех, кто закупает материалы и занимается обслуживанием. Стабильность системы, как, впрочем, и само существование системы, редко оказывается естественным. Система – это результат последовательного, при помощи статистики устранения особых причин, в которой остаются только случайные колебания стабильного процесса.
На практике можно столкнуться с бесчисленным количеством примеров некорректного использования большинства контрольных карт. Многие карты больше причиняют вреда, чем приносят пользы. Существенное для успешного применения контрольных карт условие – это хотя бы общее знание теории, на которой они основаны. В этом могут помочь предыдущие главы книги.
Другая проблема состоит в том, что большинство контрольных карт даже при правильном использовании применяются слишком поздно, чтобы принести существенную пользу.
Более того, многие люди, использующие контрольные карты, полагают, что состояние статистической управляемости – это и есть конечный результат. Например, мне известен случай, когда уровень загрязнений находился в состоянии статистической управляемости, хотя главной задачей было избавление от этих загрязнений.
Типичный путь разочарований (рис. 33). Программа улучшений начинается с энтузиазма, призывов, общих собраний с плакатами и лозунгами. Качество становится религией. Качество, измеряемое по результатам финальных проверок, демонстрирует резкое улучшение и устойчивый рост от месяца к месяцу. Все ожидают, что улучшения будут продолжаться в соответствии с пунктирной линией.
.
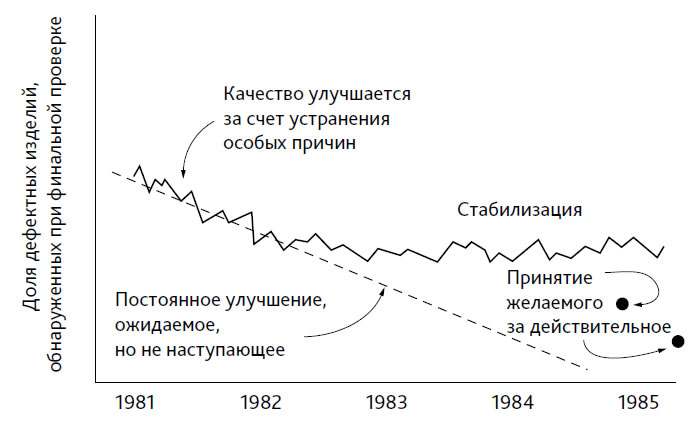
Рис. 33. Типичный путь разочарований. Сначала качество резко улучшается, затем темп улучшений спадает и качество становится стабильным. Ответственность за повышение качества все больше смещается в сторону менеджмента и, наконец, почти полностью возлагается на него по мере того, как очевидные особые причины одна за другой устраняются и качество становится стабильным. К сожалению, его уровень еще неприемлемо низок
Вместо этого прогресс останавливается. В лучшем случае кривая выравнивается. Она даже может пойти вверх. Всех охватывает уныние. Руководство начинает беспокоиться. Оно просит, умоляет, заклинает, убеждает руководителей подразделений, занятых в производстве и сборке, пускает в ход угрозы, к несчастью, реальные, что, если существенного улучшения не будет, бизнес перестанет существовать.
Что же произошло? Появившееся поначалу быстрое и воодушевляющее улучшение возникло благодаря устранению особых причин, выявленных с помощью простого здравого смысла. Все это достаточно просто. Но по мере того как очевидные источники улучшений иссякли, кривая улучшений выровнялась и стабилизировалась на неприемлемом уровне.
Интересно отметить, что, когда под руководством менеджмента попытки совершенствования начинаются с программы внедрения 14 пунктов и устранения смертельных болезней и препятствий, кривая улучшений в течение нескольких первых месяцев или даже двух лет соответствует той же самой показанной на рисунке кривой. Различие в том, что при наличии правильной программы кривая улучшений в области качества и производительности не выравнивается. Улучшения продолжаются до тех пор, пока менеджмент руководит этой программой.
Около двух лет уходит на то, чтобы понять, что программа, начавшаяся с призывов, плакатов, публичных обещаний и общих собраний, бесплодна. Тогда люди приходят в себя: оказывается, нас одурачили.
Слишком много пожаров? Компания получила уведомление от своего страховщика о том, что он аннулирует страховку, если только число пожаров в помещениях компании не сократится. Карта числа пожаров в месяц демонстрирует хорошую картину стабильной системы со средним значением 1,2 пожара в месяц и рассчитанным верхним пределом пять пожаров в месяц (рис. 34). Компания производит несколько видов продукции. Один из них – это пожары, и их производство стабильно. Несколько месяцев пожаров не будет, потом за несколько месяцев случится один пожар, потом – два с верхним пределом пять пожаров в месяц.
Президент компании, приуныв от подобной перспективы, послал письмо каждому из 10 500 работников компании, призывая их снизить число пожаров.
Если бы кто-нибудь в страховой компании смог нарисовать график, подобный приведенному на рис. 34, он бы увидел, что система возникновения пожаров стабильна, и это тот самый случай, когда страховая компания имеет хорошую основу для установления ставки, позволяющей получить небольшую прибыль.
Система пожаров будет оставаться стабильной до тех пор, пока менеджмент не предпримет действий для уменьшения их частоты. Конечно же, страховая компания способна дать квалифицированный совет по данной проблеме.
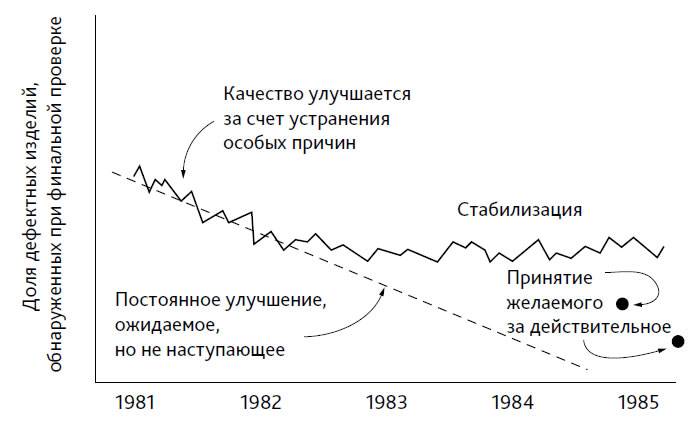
Рис. 34. График числа пожаров на территории компании
Для вычисления верхнего предела на рис. 34 я использовал скользящий размах: полная сумма всех размахов равна 77; всего размахов 57. R = 77/57 = 1,35. R/d2 = 1,35/1,128 = 1,20. Среднее m = 67/58 = 1,16. m + 3R/d2 = 4,75; округляем это значение до 5.
Являются ли прогулы признаком стабильного процесса? Если да, тогда только действия менеджмента могут снизить их число. Существует ли дивизион или подразделение, которые выходят за пределы системы, порождающей прогулы, т. е. проявляют признаки особой причины, требующей отдельного изучения (глава 11)?
Время транспортировки продукции, отправленной потребителям, или поступающего сырья: стабильно ли оно или все же подвержено особым причинам появления задержек? Если стабильно, как можно его снизить? (Продолжение с главы 7.)
Как насчет несчастных случаев? Как насчет отгулов?
Выходит ли какой-либо дивизион или подразделение за контрольные пределы, рассчитанные для всей компании?
Проблемы прядильного станка. На прядильном станке останавливается шпиндель. Причиной может быть механическое повреждение самого веретена или дефект пряжи. Менеджер регистрировал поломки и направил усилия механиков на те шпиндели, которые чаще всего ломались в предыдущую неделю. Это наиболее распространенная ошибка, с которой мы сталкивались повсюду и которую приводили на страницах книги. Она ведет к растрате времени и мастерства наладчиков.
Границы, полезные для обнаружения выходящих за пределы системы шпинделей, можно определить с помощью формулы
где r – среднее число остановок шпинделя за месяц. В эту формулу заложено допущение о том, что остановки независимы: остановка одного шпинделя не влияет на другие остановки ни этого шпинделя, ни какого-либо другого, а кроме того, она не снижает вероятность возникновения того же дефекта где бы то ни было.
Шпиндель, попадающий за верхний предел, требует пристального внимания. Его остановка может быть результатом особенностей его эксплуатации или свидетельством потребности в экстренной наладке. Шпиндель, выходящий за нижний предел, – это либо супершпиндель, либо он эксплуатировался в особенных условиях. Шпиндели, которые не выходят за указанные границы, являются обычными, ожидающими своей очереди в процессе регулярного обслуживания.
Заметит ли читатель те же самые ошибки в нижеприведенных правилах обслуживания самолетов?
1. Аварийные уровни устанавливаются с помощью методов, применяемых в отрасли. Для справки см. документ Управления гражданской авиации CAP 418 и циркуляр Комитета по анализу техобслуживания и ремонта при Федеральном управлении гражданской авиации за 1971 г.
2. Метод требует вычисления среднего по фактической интенсивности замен на 1000 посадок за последние 12 периодов времени плюс два стандартных отклонения.
3. Стандартное отклонение – статистический параметр, отражающий вариабельность относительно среднего значения.
4. Аварийный уровень для трех периодов вычисляется по четырем ежеквартальным значениям интенсивности замен на 1000 посадок.
Верным шагом, предшествующим любым вычислениям, было бы нанесение любым способом данных на график, например в виде еженедельной карты хода процесса. Даже такой грубый инструмент, как распределение времени до отказа, мог бы обнаружить определенные структуры и дать полезную информацию относительно отказов компонент.
Эксперимент Монте-Карло с воронкой[82]. Если начать настраивать стабильный процесс, пытаясь скомпенсировать нежелательные результаты или гонясь за сверхвысокими результатами, ситуация на выходе станет хуже, чем если бы процесс протекал без вмешательств (приписывается Уильяму Лацко).
Распространенный пример – принятие корректирующих мер в связи с появлением дефектного изделия или жалобы от потребителя. Результатом усилий по улучшению будущего выхода (предпринимаемых из лучших побуждений) будет удвоение вариаций на выходе или даже разрушение системы. Для совершенствования системы требуется не вмешательство, а ее фундаментальное изменение.
Цель эксперимента с воронкой – продемонстрировать, что зарегулированность ведет к потерям. В это нелегко поверить. Для эксперимента требуется лишь имеющаяся в каждом доме кухонная утварь. Нужны: 1) воронка; 2) мраморный шарик, который может пройти в отверстие воронки; 3) стол; 4) держатель для воронки. На рис. 35 наглядно показана схема эксперимента. Требуемые шаги:
1. Нанести мишень на поверхность стола, над ней расположить воронку.
2. Бросить шарик сквозь воронку.
3. Отметить точку, где шарик остановится.
4. Бросить шарик снова сквозь воронку. Отметить точку, где он остановится.
5. Сделать не менее 50 бросков.
Перед тем как сделать шаг 4 и совершить последующие броски, вы должны установить правило регулировки (наладки) воронки. Человечество изобрело четыре правила.
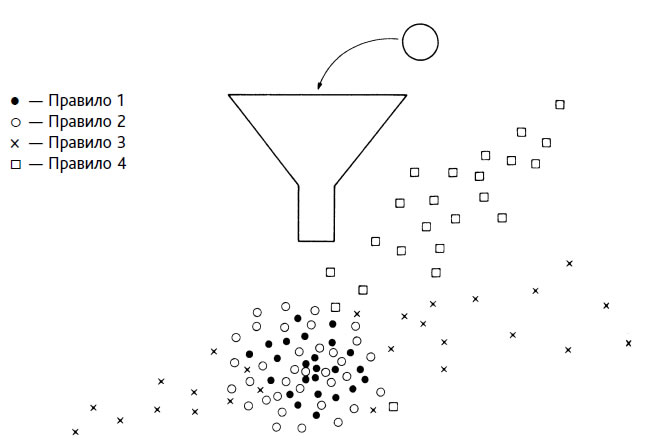
Рис. 35. Результаты падения шарика сквозь воронку с использованием описанных в тексте четырех правил. Показаны только удаленные точки, чтобы избежать перегруженности рисунка
Правило 1. Зафиксировать воронку строго над мишенью, никак ее не регулируя.
Правило 2. На броске номер k (k = 1, 2, 3, …) шарик остановится в точке zk – это измеренное нами расстояние от точки остановки до цели. (Другими словами, zk – это ошибка падения в k-й точке.) Передвиньте воронку на расстояние zk от ее последней позиции. (Система с памятью.)
Правило 3. Установите воронку над точкой zk, отсчитываемой от цели. (Система без памяти.)
Правило 4. Установите воронку прямо над той точкой zk, где шарик остановился последний раз. (Система без памяти.)
Используя правила 2 и 3, оператор пытается сделать все возможное, чтобы скомпенсировать предыдущую неудачу.
Результаты[83]:
Правило 1. Это, безусловно, наилучший выбор. Правило 1 приводит к стабильному распределению точек. Оно дает минимальный разброс (минимальную дисперсию) для любого диаметра окружности, описанной вокруг цели.
Правило 2. В результате применения правила 2 возникает стабильный выход, но ожидаемая дисперсия точек распределения внутри любого диаметра окружности, описанной вокруг цели в два раза больше, чем дисперсия, ожидаемая для правила 1.
Правило 3. Система неустойчива. В конце концов шарик падает все дальше и дальше от цели, образуя симметричную структуру.
Правило 4. Система неустойчива. Шарик падает с каждым разом все дальше от цели в одном направлении.
В результате применения правил 3 и 4 система оказывается нестабильной, и эта нестабильность нарастает.
Правило 4 приводит к случайным блужданиям. Точные попадания шарика напоминают попытки пьяного человека добраться до дома, который падает после каждого шага и плохо понимает, где какая сторона света. Он сбивается с направления, не помня предыдущих шагов. В конце концов он все больше удаляется от цели.
Правило 4 применяет оператор, который старается достичь однородности, пытаясь изготавливать каждое изделие так же, как предшествующее. Система взрывается.
Другой пример правила 4 – это человек, который принимает партии материала по цвету путем сравнения с образцом из предшествующей партии, не обращаясь к исходному образцу. (Предложено Айвором Френсисом.)
Пугающий пример применения правила 4 связан с обучением нового сотрудника. Этот новичок через несколько дней сам обучает следующего вновь пришедшего. При этом методы, которым обучают, деградируют беспредельно. Но кто об этом знает?
Примеры применения правил 2 и 3 уже рассматривались в тексте, ниже будут приведены дополнительные примеры.
Хорошим упражнением для читателя было бы составление перечня потерь своей организации, возникающих из-за применения правил 2, 3 и 4, с попыткой оценить их величину.
Изложенный выше эксперимент протекал в двумерном пространстве. Его легко провести и в одном измерении. Надо просто сконструировать горизонтальный желоб с высокими стенками, где шарик мог бы свободно кататься.
Теория и выводы, вытекающие из этого эксперимента и из эксперимента с красными бусинами (см. ниже), могли бы служить прекрасным введением в курс статистики.
Замечание 1. Мы уже отмечали в главе 3, что механическая или электронная обратная связь с целью поддержания размеров и других характеристик качества внутри допусков, осуществляемая, по сути дела, путем чрезмерного регулирования, приводит к потерям на всех последующих стадиях. Таким образом, эти действия увеличивают затраты. Они не помогают улучшать процесс.
Замечание 2. Реплика участника семинара: «Мой сын служит на подводной лодке. Там принято первым делом утром выстрелить по цели, чтобы потом подстроить фокусировку, скомпенсировав ошибку. Теперь я понимаю, что эта регулировка почти наверняка гарантирует более плохую стрельбу весь оставшийся день, чем если бы они оставили прицел в покое». Разумное наблюдение.
Замечание 3. Настройка инструмента на основной эталон (калибровка) как только расхождение становится критическим, почти всегда оказывается излишней, лишающей инструмент присущей ему точности. Нужно установить правило, когда производить регулировку. Надо, чтобы обе системы измерений (основной эталон и метод испытаний) находились в состоянии статистической управляемости. Тогда на основе инженерных и экономических доводов можно решить, желательна ли вообще регулировка.
Пример 1. Изготовитель карбюраторов для автомобилей использует два метода испытаний. Метод А: дешевый метод с негорючим газом, применяемый к каждому карбюратору. Метод Б: дорогой метод с горючим газом, применяемый к выборке из 10 карбюраторов, извлеченной из партии (инструкция, как производить выборку из 10 штук, отсутствует).
Каждый карбюратор в выборке из 10 штук испытывается с помощью обоих методов. Правило: вычисляйте среднее А и Б по 10 карбюраторам для обоих методов в каждой партии. Если А меньше Б в трех последовательных партиях, то отрегулируйте испытание А, с тем чтобы оно соответствовало испытанию Б, и продолжайте проверку. Аналогичный алгоритм действий, если в трех последовательных партиях А больше Б.
Чем плохо это правило? Предположим, что испытание А дает результаты, распределение которых то выше, то ниже результатов испытания Б. Тогда одна четвертая в длинной серии последовательных испытаний из трех партий будет давать А < Б и одна четвертая показала бы А > Б. Сформулированное таким образом правило ведет к вопиющей зарегулированности, платой за которую будут дополнительные затраты, вызванные искусственным ростом расхождения между двумя видами испытаний. Хуже того, это правило не дает возможности привести процесс испытаний в статистически управляемое состояние, так же как не позволит привести в состояние статистического управления разницу между двумя испытаниями.
Более подходящий способ сравнить два метода испытаний, при условии, что они дают реальные результаты измерений (сантиметры, миллиграммы и т. д.), – нанести результаты этих двух испытаний на график в соответствии с теми, что предложены на рис. 50 (глава 15).
Пример 2. Одно из офисных подразделений автомобильной компании отвечает за составление ежемесячных прогнозов продаж. Выполняющий эту функцию сотрудник работает со множеством источников. При сравнении с фактическим объемом продаж прогноз из месяца в месяц то приближается к нему, то удаляется от него. Прогноз на следующий месяц предусматривал подстройку методики на основе данного сравнения. Читатель может понять: то, чем занимались эти люди, гарантировало им, что их метод никогда не улучшится.
Статистическая управляемость инструментов и калибров. Как мы узнали из главы 8, записанное измерение – это конечный продукт длинной серии операций от получения исходного сырья до самой записи, включая операцию измерения на одной из стадий процесса. Как подчеркивалось множество раз в этой книге, статистическая управляемость процесса измерений жизненно важна; в противном случае измерения бессмысленны.
Покажет ли этот инструмент через неделю такие же результаты, как для сегодняшних 100 изделий? Что, если мы заменим операторов? Этот вопрос появляется в главе 8 о контроле и вновь возникает в главе 15 в связи с затратами на инспекцию. Читатель может получить совет из книги Гарри Кью и великолепной книги Western Electric Company (части B, стр. 84ff), обе ссылки приведены в конце данной главы. Стандарт 177 A. S. T M., относящийся к точности и систематическим ошибкам измерений, также будет полезен читателям (American Society for Testing and Materials – Американское общество по испытаниям и материалам).
Другая важная проблема использования инструментов – создать условия для хорошей работы. Пример (предоставленный моим другом д-ром Ллойдом Нельсоном) – образец жидкости, транспортируемый в лабораторию для измерения вязкости. По дороге он «стареет». Если бы измерительный инструмент можно было разместить там, где находится источник жидкости, результаты лучше бы характеризовали анализируемый материал.
Ложные сигналы измерительных инструментов. Неуправляемый измерительный прибор может дать сигнал о наличии особой причины, когда ее нет, или, наоборот, не обнаружить особую причину, когда она действительно существует. Недостаточно точный прибор даст ложный сигнал независимо от того, находится он в управляемом состоянии или нет. Теперь вы понимаете, насколько важно уделять внимание точности и статистической управляемости приборов. (Предложено Уильямом Шеркенбахом, Ford Motor Company.)
Оператор делал только одно измерение расстояния между двумя вспышками. Я попросил его сделать восемь замеров. Он согласился. Размах между восемью значениями оказался в четыре раза больше поля допуска. (Пример Джеффри Люфтига.)
Прежде чем делать выводы (относительно причины данного бедствия), я решил ознакомиться получше с системой измерений. Менеджер заверил меня, что измерения точны, ведь он сам их делал.
Контрольные границы – это не границы допуска. Контрольные границы, как только мы действительно достигли состояния статистической управляемости, характеризуют данный процесс и дают прогноз на завтра. Контрольная карта – это голос нашего процесса[84].
Распределение характеристики качества, находящейся в статистически управляемом состоянии, стабильно и предсказуемо, день за днем, неделя за неделей. Выход и затраты также предсказуемы. Теперь можно задуматься о системе канбан или о поставках по принципу «точно вовремя».
Более того, как указал Уильям Конвей, инженеры и технологи становятся изобретательнее, активнее творчески, проявляют больше инициативы в отношении совершенствования процесса, как только видят, что он находится в статистически управляемом состоянии. Они чувствуют, что дальнейшее совершенствование – это их задача (см. главу 1).
Без статистических методов попытки улучшить процесс – это действия наугад, что обычно только ухудшает ситуацию.
Вопрос на семинаре. Пожалуйста, уточните разницу между соответствием допускам и статистическим управлением процессом. Мой менеджмент считает, что соответствия допускам достаточно.
Ответ. Целью производства должно быть не только достижение состояния статистической управляемости, но и уменьшение вариаций. По мере того как уменьшаются вариации, затраты снижаются. Соответствия допускам недостаточно.
Более того, не существует способа узнать, сохранится ли соответствие допускам, если процесс не находится в состоянии статистической управляемости. До тех пор пока особые причины не определены и не исключены (по крайней мере, те, что появлялись до сих пор), никто не сможет предсказать, что произведет процесс в следующий час. Зависимость от инспекции (единственная альтернатива) опасна и дорогостояща. Ваш процесс может хорошо работать с утра и произвести изделия за границами поля допуска после полудня.
Как оценить потери, вызванные допущениями, которые сделали ваши менеджеры? Но откуда они могли знать о последствиях?
Рассчитанные допуски – это не границы, определяющие, как действовать. На деле крупные потери возникают тогда, когда процесс постоянно регулируется то одним, то другим образом с целью соответствия допускам. (См. разделы «Вера в то, что надо только попасть в допуск» и «Заблуждение теории "нуль дефектов"», глава 3.)
Любопытно, что процесс может находиться в статистически управляемом состоянии, производя 10 % дефектных изделий или даже 100 %.
Контрольные пределы не устанавливают вероятностей. Вычисления, показывающие, где должны располагаться контрольные пределы на карте, основаны на теории вероятностей. Тем не менее было бы неверным связывать любую определенную величину вероятности с тем, что статистический сигнал для обнаружения особой причины может быть ложным или что контрольная карта не сможет обнаружить и подать сигнал о наличии особой причины. Дело в том, что никакой процесс, за исключением искусственных демонстраций с использованием случайных чисел, не является стабильным, воспроизводимым.
Это правда, что некоторые книги по статистическому контролю качества и многие руководства по обучению методам применения контрольных карт приводят графики нормальных кривых и части площадей, находящихся под ними. Такие таблицы и карты вводят в заблуждение и препятствуют эффективному изучению и использованию контрольных карт.
Правила для обнаружения особых причин и предпринимаемых действий по их устранению – это не критерии для проверки статистической гипотезы о том, что система находится в стабильном состоянии.
Еще о допусках[85]. Максимальная и минимальная границы допуска на продукцию представляют собой весьма затратные и неэффективные ориентиры для производственного рабочего. Так, границы допуска для внешнего диаметра, лежащие в интервале от 1,001 до 1,002 см, говорят производственному рабочему, что изделие с диаметром 1,0012 см соответствует допуску, но они не помогают ему производить меньше дефектных изделий и увеличивать объем производства, как если бы он использовал статистические методы.
В связи с этим для достижения максимального экономического результата регламентация действий производственного рабочего должна помогать ему достигнуть состояния статистической управляемости. Его работа состоит в том, чтобы достигать экономически эффективного распределения характеристик качества и постоянно уменьшать их разброс. При такой системе продукция на выходе будет соответствовать допускам, стоимость последующих операций снизится, а качество конечной продукции возрастет. Людей, чья работа находится в статистически управляемом состоянии, но результат работы которых неудовлетворителен, можно перевести на другое место и обучить другой работе (см. главу 8).
Данный текст является ознакомительным фрагментом.